Milling originated in the late 18th century and quickly became one of the primary machining technologies. Nowadays, it is easier to imagine any machine shop with milling operations on the shop floor; it’s an essential process in manufacturing. The increasing demands of manufacturing drive this integral part of machining technology. However, there are specific aspects that uniquely impact the advancement of milling.

We are witnessing significant changes in manufacturing that will have profound consequences on the development of milling directions. These changes are driven by various factors, such as the increasing accuracy of metal forming through precision investment cutting and precision forging, the widespread adoption of 3D printing, and the growing usage of new composite and sintered materials. Furthermore, there is a need to enhance productivity in machining hard-to-cut superalloys and titanium grades, and the strong focus on electric and hybrid cars in the automotive industry contributes to these changes. In addition, advancements in multi-axis machine tools have opened new possibilities for the precise machining of complex parts and enabled the implementation of new cutting strategies to improve productivity. In modern technological processes, there is a tendency to significantly reduce the machining stock intended for milling operations while simultaneously increasing the requirements for surface finish.
Therefore, the advancement in milling is driven by the need for higher productivity, precision and sustainability in milling operations. Consequently, the main developments can be characterised as follows:
- Fast metal removal focuses on boosting the metal removal rate (MRR) to achieve higher productivity by significantly increasing cutting speed or feed per tooth. This is achieved through techniques such as high-speed milling (HSM) and, in rough operations, high-feed milling (HFM).
- Precision milling provides higher accuracy in milling operations.
- The utilisation of multi-axis machining centres characterises multi-axis milling to enable complex milling operations.
- Adaptive milling aims to develop intelligent systems that can adapt to changing conditions during machining.
- Sustainable milling strives to reduce the environmental impact of milling operations. It involves developing eco-friendly cutting fluids, recycling and reusing materials, and using energy-efficient machine tools and milling cutters.
Success in these areas relies on the synergy of several key components: machine tools, cutting tools, and CAM systems. High-speed milling necessitates machine tool technologies capable of handling exceptionally high rotational velocities and advanced cutting materials and coatings for milling tools. Simultaneously, enhancing the precision of milling operations requires milling cutters with tighter tolerances and improved control systems and linear motor drives. In the case of multi-axis milling, the breakthrough lies in effectively controlled axes movement, along with the application of appropriate cutting geometries for milling tools.
On the other hand, adaptive milling incorporates innovations such as using state-of-the-art monitoring systems, high-sensitive sensors, and efficient algorithms to optimise cutting data and tool paths in real-time. Moreover, sustainability advancements require energy-efficient milling strategies that employ suitable machine tools, cutting tools, and eco-friendly coolant techniques.
Indexable milling reflects the advancements that feature exchangeable cutting inserts in machining operations.
a) Advanced insert materials are an ongoing process to improve the cutting materials for indexable milling inserts, including the development of advanced carbide grades, ceramics, and ultra-hard cutting materials.
b) Coating technologies with continuous R&D focus on new coatings to improve wear and heat resistance while enhancing lubricity.
c) Progressive cutting geometry optimises cutting geometry and chip forming topology of inserts to improve cutting action and diminish cutting forces and chip flow in milling operations.
d) Effective cutting material uses an intelligent insert design to provide maximum indexable cutting edges without reducing cutting capabilities.
In addition, the distinct course on smart manufacturing requires the integration of digitisation into milling operations and tools. Regarding tools, digital twins and software applications have already become a ‘must’ feature of a comprehensive tool range.
How can cutting tool producers rise to the challenge? Which milling tool solutions will provide the right answer to the emerging trends? Is the field of cutting tool manufacturing, often considered conservative in metalworking, capable of delivering a timely response to current demands? The recent advancements from ISCAR provide greater insights into these subjects.
High-speed trochoidal milling involves following a curvilinear tool path to maintain a constant load on the cutting edge to eliminate spikes in load during material entry. This strategy is efficient for milling deep slots, pockets, and cavities. Additionally, trochoidal milling has shown excellent results when working with challenging materials such as high-temperature superalloys.
The CHATTERFREE EC-E7/H7-CF is a new family of multi-flute endmills for trochoidal milling techniques. The family’s geometric design includes different helix angles and variable angular pitches to improve dynamic behaviour. These endmills are available in a range of length-to-diameter ratios (Fig. 1).
Machine tools allow highly productive milling of aluminium alloys at extreme spindle speeds, reaching up to 33,000rpm. To meet this challenge, ISCAR has developed 90° indexable milling cutters that accommodate large inserts for a depths of cut up to 22mm (Fig. 2). The cutters have been designed to eliminate insert radial displacement, which may occur due to the high centrifugal forces generated during very high rotational speeds.
High-feed milling (HFM) has become a widely adopted method for efficiently rough machining complex and flat surfaces. ISCAR offers a comprehensive range of HFM products to meet the demands of various industrial applications. Recently, the range has been expanded with new additions. The LOGIQ-4-FEED family of HFM tools, featuring specific bone-shaped inserts (Fig. 3), now includes tools with larger inserts. These new products significantly broaden the application range, particularly in the mould and die industry’s high-feed milling of large-sized cavities. Another addition is NEOFEED, a family of HFM tools with double-sided inserts, providing eight cutting edges for improved cost-effectiveness.
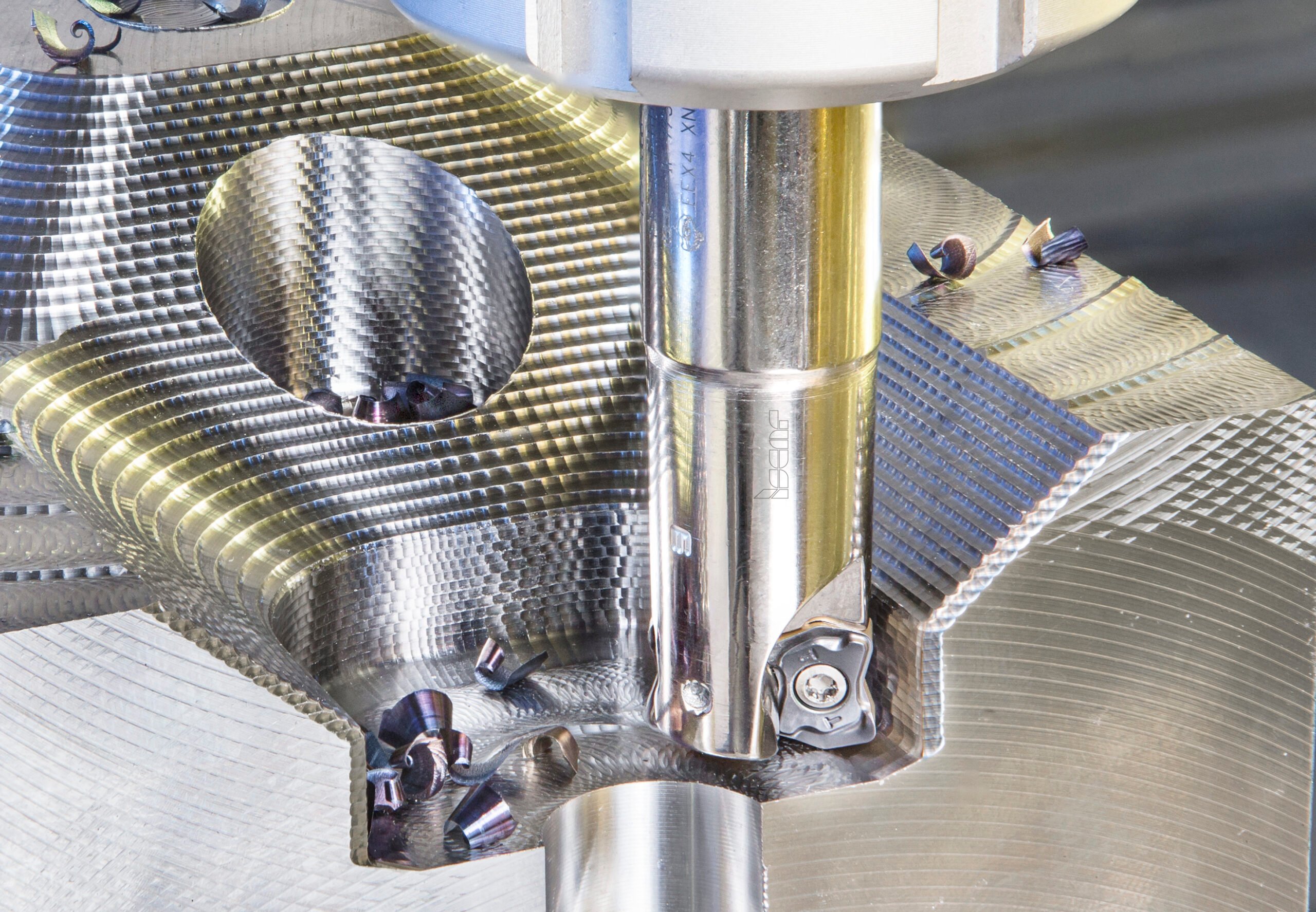
Advancements in multi-axis machine tools and CAD/CAM systems have given rise to precise milling of complex shapes with minimal machining stock, using segment or barrel-shaped endmills. ISCAR’s program for these endmills encompasses three design concepts: a solid carbide design, an exchangeable MULTI-MASTER head, and a one-insert approach (Fig. 4).
When milling high-temperature superalloys, cutting ceramics can substantially increase cutting speeds, reaching 1000m/min. ISCAR’s latest ceramic tools include ceramic solid endmills and indexable milling cutters with double-sided round ceramic inserts. The double-sided design aims to maximise the utilisation of ceramic material grades, such as ‘black’ ceramic, whisker-reinforced ceramic, and SiAlON (a silicon-nitride-based ceramic). These selected examples serve as good illustrations of the main directions of advancement in milling tools. As new demands arise, new solutions are required, and these new challenges will fuel the search for innovative tool designs.
Subscribe to the MTDCNC Newsletter
Subscribe to our Newsletter today!
Stay up to date with the latest industry news and events.