
MSC provides more tools to cut costs in new partnership
A new partnership is aiming to help engineering companies access high-performance tooling while keeping tighter control…






Fluid engineering experts Sulzer are recognised as a world leader with quality, innovation and continuous improvement ingrained in its culture. That is why this OEM has committed to a three-year contract with MSC Industrial Supply Co. (MSC) – to reap the huge benefits of working with the UK’s leading metalworking and MRO experts.
Sulzer, a fluid engineering technology company that manufactures pumping, agitation, mixing, separation, and application technologies switched to MSC during the pandemic to increase efficiencies and drive continuous improvement across the business. Within weeks of signing the MSC contract, the metalworking and MRO experts identified hundreds of thousands of pounds of potential savings for Sulzer. The rapid route to savings would be considered a major coup for any supplier – the fact that MSC identified the savings ‘virtually’ during the lockdown is a testament to the service.
To generate immediate results, MSC implemented vending solutions at two of Sulzer’s largest UK manufacturing sites in Birmingham and Leeds with bespoke solutions being rolled out at Sulzer’s other UK sites. Focusing on manufacturing sites to yield the most immediate cost savings, the MSC strategy of implementing lean manufacturing and continuous process improvements have been nothing short of staggering.
The MSC application engineer tasked with identifying ‘cost down’ improvements, utilised MSC’s choice of unbiased suppliers and hundreds of best practice reference points to identify savings that shattered the contractually obliged target – on just two machine tools at the Sulzer Leeds manufacturing site. However, there was more – much more!
The Starting Point
At the Sulzer site in Leeds, MSC was introduced to a new project, the turning of 4m long Inconel shafts for a new high-pressure pump for heavy industrial applications. Currently turning a high volume of 3 to 4m long Super Duplex shafts, the new Inconel product line raised concerns for Sulzer. Working on the high-volume shafts turned on two large turning centres, MSC identified the opportunity to introduce ceramic tooling from NTK to a batch of 200mm diameter by 4m Inconel 625 shafts that had to be machined to a series of stepped diameters from 100 to 180mm. Increasing the machining parameters drastically, MSC reduced rough machining times from 14 hours to 2 hours and 4 minutes per shaft. By reducing both machining costs and times by 85%, MSC is creating a six-figure financial saving based upon forward orders on Inconel pumps.
The Next Step
With six-figure savings already identified on both the rough turned Inconel and Super Duplex shafts, the MSC engineer turned his attention to the remaining +0.3 to +0.5mm of stock left on the turned shafts for finish grinding; a process conducted on an 8 tonne Churchill BX cylindrical grinding centre. Referring to this, MSC’s Stuart Wiezniak says: “Once we optimised the turning operation, attention was turned to the grinding cell. The opportunity here was twofold. The first step was to introduce Tyrolit, so we could apply grinding wheels better suited to Inconel and Duplex. The new Tyrolit grinding wheel technology runs at identical parameters to the previous wheel, but it is 30% less expensive and we doubled the depth of grind from the existing 0.05mm to 0.1mm on plunge only diameters – saving a huge 119minutes per shaft by reducing the grinding cycle time by 7% per shaft.” For the MSC engineer, a cost saving of 30% for the grinding wheel, and a 7% productivity improvement was impressive, but there was more to come.
Grinding various shafts from 2m up to 4m long, each of the 23 journal diameters on the shaft previously underwent three rough grind dressing cycles, followed by a final finish grind dressing cycle. Considering the slow feed rate of the grinding table and the length of the shafts, traverse distances could be as long as 3.8m to the fixed diamond dress position and then back to the journal position. The dressing cycles were taking on average 1.85 minutes multiplied by the 4 dresses for each of the journal diameters, this equates to 7.47 minutes of non-grinding table movement for each journal diameter. This equated to a significantly large non-grinding time of 114 minutes during the full process for all 23 journal diameters.
“Reducing the grinding cycle time by 7% was significant, but with such lengthy non-grinding times, the biggest reduction was still to be found. The aim was to reduce the time traversing the grinding wheel to its dressing position in between cycles. The solution was to design a dressing station that could be positioned no more than 700mm from the grinding wheel to reduce this non-productive time. We reached out to Craftsman Tools and they developed a removable rigid wheel dresser that could be re-positioned closer to the grinding wheel throughout the operation.”
The dressing station incorporates a rigid base with a dovetail design and angled clamping mechanism that can precisely clamp the unit onto the bed of the Churchill grinding centre. Furthermore, the design of the dressing unit only has one precision clamping screw to ensure the system can be easily relocated along the bed of the machine whilst retaining its precise position. The diamond wheel dressing unit also has an adjustable support arm with a supporting locking mechanism that enables Sulzer to adjust the position of the diamond dresser to suit any future deviations in shaft dimensions, grinding head or wheel requirements.
The Results
The expertise shown by the MSC engineering team on this project has been matched by the dedication to deliver results for the customer. Reducing turning times and costs by 85% whilst improving process stability is a staggering achievement. However, by following the component through the shop floor and looking beyond just the turning process, MSC has implemented additional cost reductions that are equally impressive. Not only has MSC taken 7% off the grinding cycle times whilst reducing grinding wheel costs by over 30%, but it has also slashed non-grinding times from the wheel dressing cycle from 172 minutes down to 58 minutes per shaft, 34% saving on dressing cycle time.
By combining the cycle time reduction created by implementing new grinding wheels and creating an innovative wheel dressing station, the MSC team had saved 119 minutes of grinding per shaft as well as an additional 114 minutes per part on non-cutting traversing for diamond wheel dressing – an astounding 233-minute saving per part in the grinding cell. When adding this 233-minute saving to hours already saved on the rough-turning operation, the MSC application team has reduced cycle times significantly per shaft. With a healthy forward order book for hundreds of pumps and the respective shafts, the cycle time reductions, improved lead-times and throughput will reap rewards for Sulzer. Looking beyond the obvious cycle time improvements, the new methods employed at Sulzer have improved process stability, precision, repeatability, and even simplified production for machine operators. Furthermore, by eliminating considerable hours of machining time from each shaft, the process improvements will reduce energy consumption and costs, consumable costs and also extend the service life and longevity of both the turning centre and grinding centre. As for what comes next, the MSC application expert is already investigating the next opportunity to improve further processes, through sustainable long-term measurable goals for Sulzer.
A new partnership is aiming to help engineering companies access high-performance tooling while keeping tighter control…

If you haven’t seen it yet, where have you been? MSC UK have opened a new…

Looking to improve your machine shop processes but can’t afford the spindle down time? Looking to…

MSC UK’s fantastic new Technology Centre – it’s all about Industry 4.0 and loads more. Bringing…

MSC UK has a fantastic new Technology Centre. But what’s it all about? Well MTD were…
As part of MSC UK’s drive to take engineering to the next level they are launching…

We were pleased to be one of the first visitors to MSC Industrial Supply Co. Uk’s…
Learn more about MSC and how we have helped our customers recently. Our industry-leading service, expert…
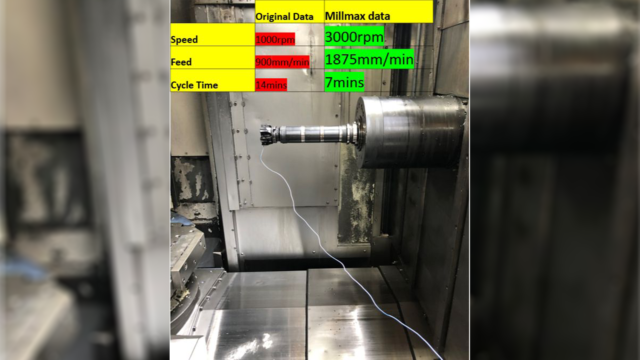
On Thursday 8th July MILLMAX was tested at an MSC customer in Swindon, Wiltshire. The task…
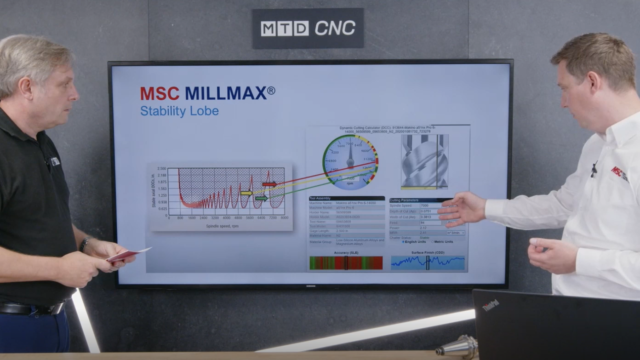
Do you suffer from poor and inconsistent tool life with rough surface finishes and poor chip…


Be first to see all the updates from MTDCNC
Our newsletters frequency varies dependant on content
All the latest deals from the industry feature on our newsletters