
Halter Basic Pro Offers Competitive Entry-Level Automation Solution for Machine Tool Loading
As manufacturers strive to stay competitive in the global market, automatic loading and unloading of machine…






Anyone who has spoken with Danielle Toner, production manager of site drilling equipment manufacturer Archway Engineering (www.archway-engineering.com), about the company’s use of a drill sharpener would wonder why every factory does not use one. When the savings are understood, and bearing in mind that drilling is the most common machining process, the investment becomes compelling.
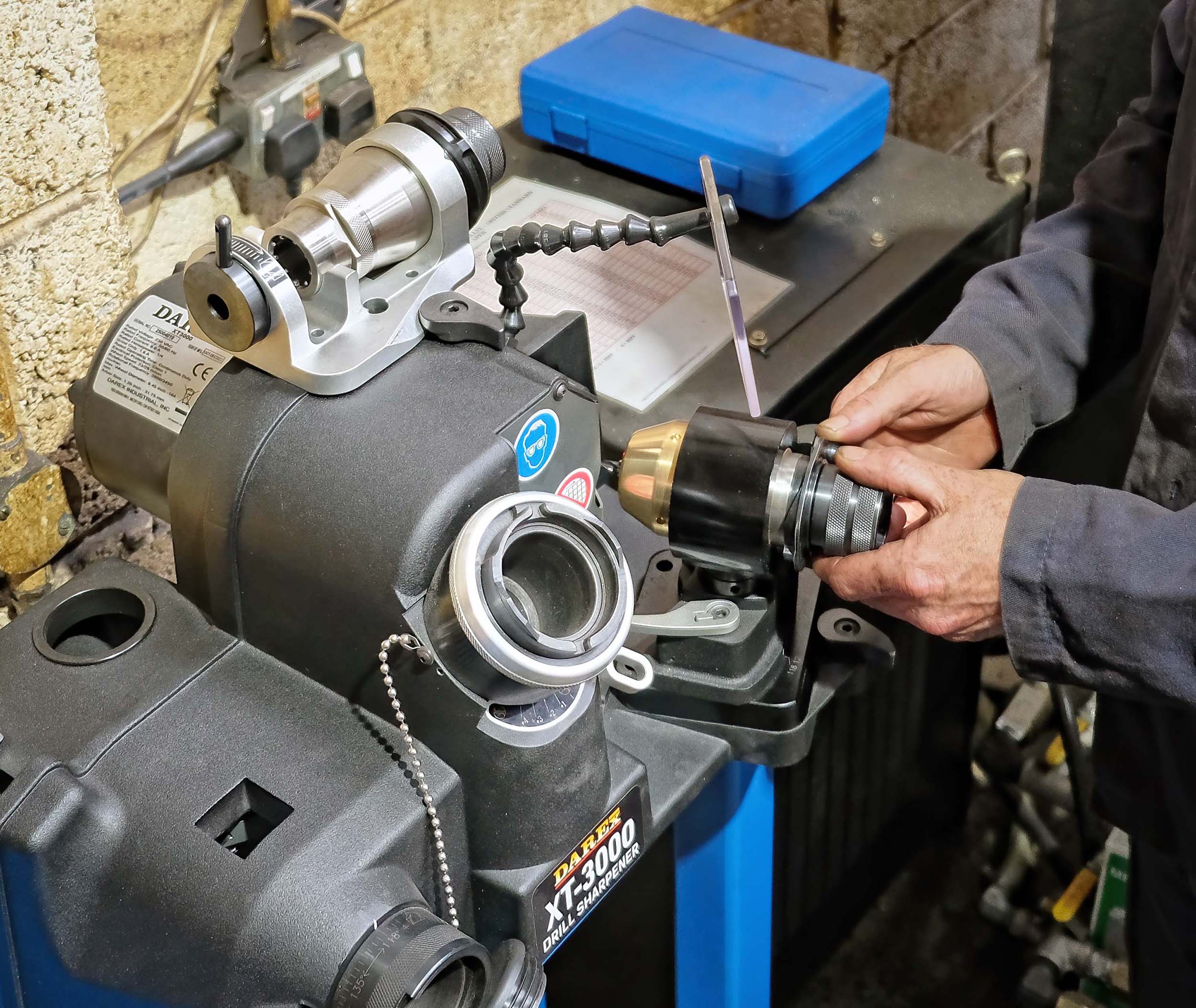
A US-made Darex XT-3000 for repeatedly regrinding carbide and high-speed steel (HSS) drill bits to as-new condition was delivered by sole UK sales agent 1st Machine Tool Accessories (www.1mta.com) to Archway Engineering’s Elland factory in July 2023. By November last year it had already paid for itself, as Mrs Toner had not purchased a single new carbide drill in all that time to replace broken or damaged bits. The saving was between £700 and £1,500 per month, according to the work going through the factory.
Mrs Toner said, “We did not previously send drills out for resharpening, so worn bits were discarded. The cost was significant, especially in the case of solid carbide drills.
“One component we regularly machine involves using a 160 mm long, single-flute carbide drill and we previously needed four of them to complete the part. If we ran out of the bits, we couldn’t finish the job until the next drill delivery, which delayed assembly of our products.
“Now we simply resharpen a bit four times and we are certain that the component will be finished on time. New carbide drills cost around £165 each, so the saving is considerable and contributes to lowering the cost of production.”
This example is by no means exceptional. Another job requires three new carbide drills to make two parts. In a different process, an HSS taper-shank twist drill is put through 30 mm thick EN19 high-tensile steel. A so-called TC shoe made from S355 hot finish, stainless steel tube is drilled in up to 16 places using a split-point, single-flute carbide drill that has to be repeatedly resharpened before the component comes off completely machined.
Mrs Toner explained that some bits can be resharpened a dozen times or more, depending on their length, with no loss of tip quality. It takes about one minute to sharpen the point, or maybe a little longer if it is necessary to grind past a chip on a cutting-edge. It happens quite often due to the toughness of the materials being machined, and also because of a frequent need to drill cross holes at various angles into the wall of tubular components. This has a tendency to damage the cutting edges of a drill as it breaks through.
HSS jobber drills from the assembly department are also regularly sharpened, which Mrs Toner describes as “a massive saving”. It requires the 220-grit diamond wheel used for sharpening carbide drills to be exchanged for a 180-grit CBN grinding wheel. The process that takes about five minutes, so batches of around 20 HSS bits are set aside and resharpened at the same time.
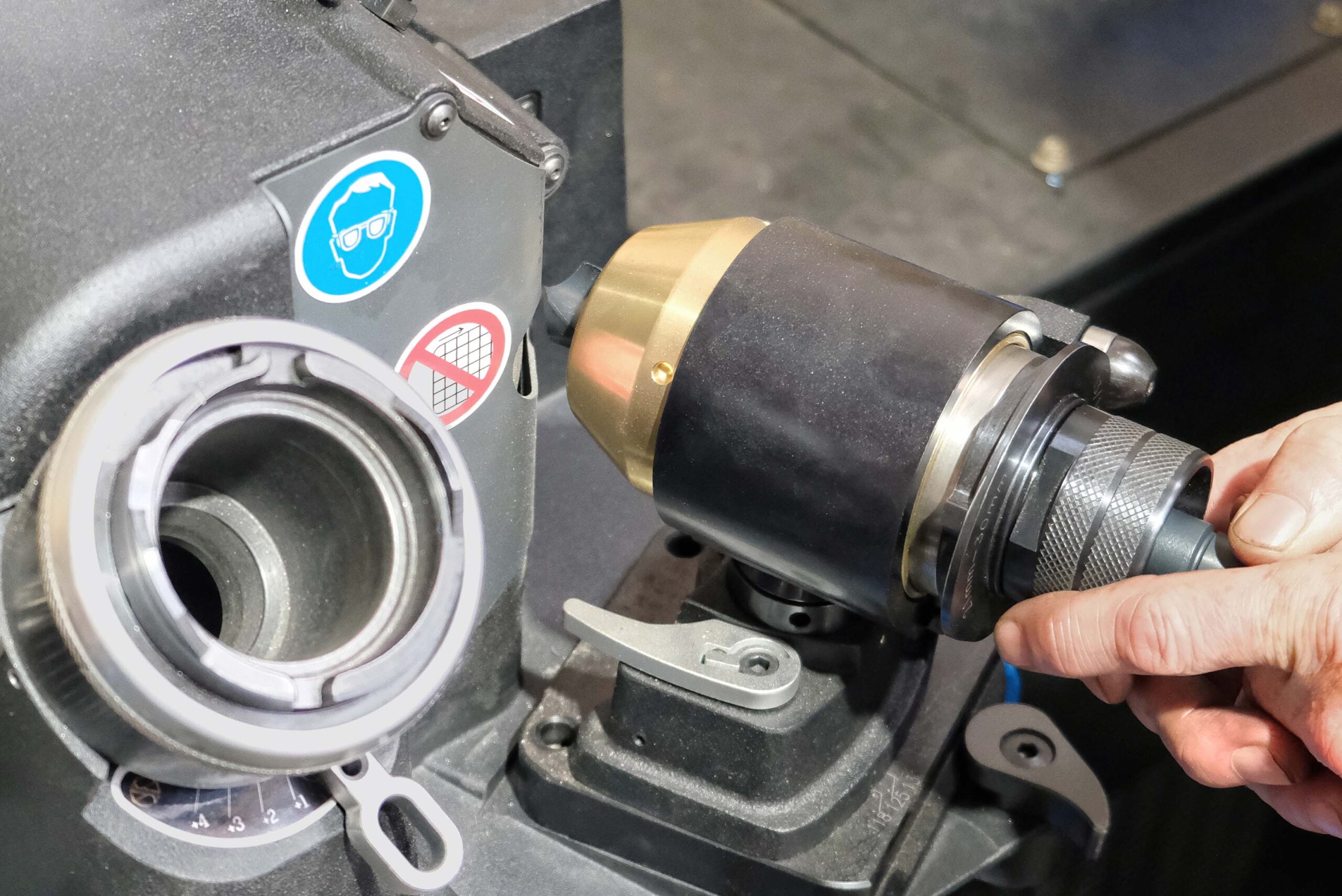
1st MTA demonstrated the XT-3000 in the Elland factory before Archway Engineering purchased the unit, together with an attachment to enable bits up to 30 mm diameter to be sharpened. Left- as well as right-hand drills can be processed, and attachments are available for sharpening step drills, countersink and spot drills, and others with a 90-degree point. Standard sizes of carbide drill used regularly by the site drilling machine manufacturer are 8, 10, 12 and 14 mm diameter and up to six times diameter in length, although bits from 3 to 21 mm diameter can be accommodated by the Darex machine in normal use.
It resharpens bits in a three-step process. A drill is placed in a finger chuck and the length of protrusion is set at an alignment station. Carbide fingers enter the flute to fix the rotational orientation and the drill is tightened in that position by rotating the chuck clockwise. The grind motor is then started and, at a second station, the drill is sharpened on both sides while clamped in the same chuck. In an optional last operation, the chuck holding the sharpened drill is presented to a third station for point splitting to shorten the chisel line and lessen the force required for drilling components.
In conclusion, Mrs Toner observed, “The savings that the Darex XT-3000 brings makes it an obvious investment, once you realise the benefits. We just wish we had done it much earlier.
“The sharpener paid for itself in less than half a year, after which the ongoing monthly savings are continuing to add to the profit margin on all jobs that require drilling operations, which is most of them.
“The sales arguments that 1st MTA make are difficult to ignore. We also purchase Chick workholding products from them, which have doubled productivity on one of our machining centres, and the supplier has also provided us with a new chuck for one of our lathes.”
As manufacturers strive to stay competitive in the global market, automatic loading and unloading of machine…

Modular, cost-effective, and flexible – the new Sinco workholding product portfolio from 1st MTA can really…

Limitless possibilities for improved efficiency, reduced setup time, and greater profitability – Chick workholding offers some…

Under an exclusive partnership agreement, 1st Machine Tool Accessories (1st MTA) is delighted to announce that…
This new robot head from 1st Machine Tool Accessories can do much more than pick and…

Are you looking to change your chuck for improved productivity, reduced setup times, or an automated…

At the Elland, West Yorkshire factory of Archway Engineering (www.archway-engineering.com), which manufactures drilling equipment for site…

Anyone who has spoken with Danielle Toner, production manager of site drilling equipment manufacturer Archway Engineering…
When you invest in automation, you want to be sure that every part is to tolerance…

Discover the Kitagawa RKT500 rotary table, the game-changer for precision engineers. Say goodbye to space limitations…
Stay up to date with the latest industry news and events.



Be first to see all the updates from MTDCNC
Our newsletters frequency varies dependant on content
All the latest deals from the industry feature on our newsletters