Simultaneous Cleaning & Welding in a Single Operation.
MTDCNC’s Tony Gunn finds himself with Logan Bartkovich from EMAG discussing the merits of the EMAG…



Due to process innovations, unit costs in the automotive industry fell by around 4 percent in 2016 alone, according to the latest data in the Innovation Survey
by the Center for European Economic Research (ZEW). This value is clearly above average in the German economy. A current example from transmission manufacturing shows what the machinery industry can contribute to this development: With its twin-spindle pick-up turning centerVL 1 TWIN, EMAG has developed an ideal solution for the high-volume production of transmission components with diameters of up to 75 millimeters (3 inches). How exactly does this technology contribute to lower unit costs?
Extremes clash in transmission manufacturing: Components must be produced in constantly increasing high-volume processes with continually increasing precision requirements—for example, because the requirements in terms of dynamics and efficiency are generally increasing
for transmissions. How can unit costs be reduced with these requirements? “There are different factors that come into play,” explains Björn Svatek, Sales & Marketing Director Modular Solutions at EMAG. “This starts with the costs of investing in a new machine. They ultimately have an impact on the overall bill. In this case, we offer our customers the new VL 1 TWIN turning center at the BEST PRICE. By rigorously controlling costs and using standardized components, we’re able to keep the cost of this machine low.” Additionally, the vertical design of the VL 1 TWIN allows for an extremely small footprint on the factory floor of only 4.59 square meters, or 50 square feet (excluding chip conveyor and automation)—another “cost killer” when establishing the production process.
Lower Unit Costs are “Integrated”
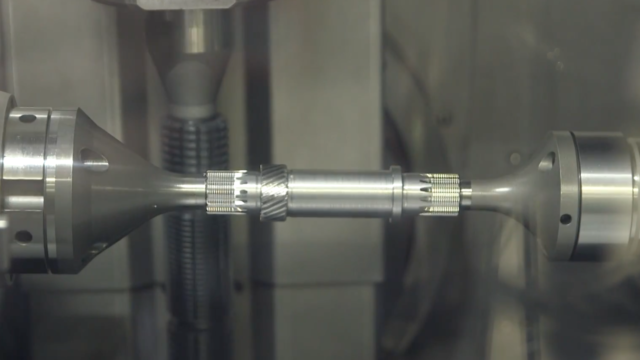
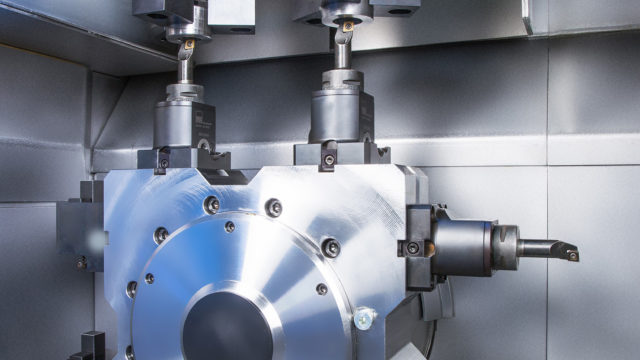
However, EMAG particularly focused on running unit costs, as an employee explains in this video(the “VLC 50 TWIN” discussed here is identical in construction to the VL 1 TWIN). The machine features two pick-up spindles specially designed for this that (9.9 kW / 136 Nm at 40% duty cycle), simultaneously pick up two workpieces from outside the machining area and machine them in parallel with the same clamping operation. The diameter and length (X/Z directions) of the two components can be adjusted independently. This obviously results in dramatically higher output quantities and much lower unit costs. The cycle time for turning a planetary gear 38 millimeters (2 inches) in diameter barely amounts to 12 seconds (machining time of 24 seconds with two working spindles). The linear motor in the X-axis provides additional speed. In combination with the direct distance measuring system it ensures maximum precision and long-term accuracy.
Focus on Quality
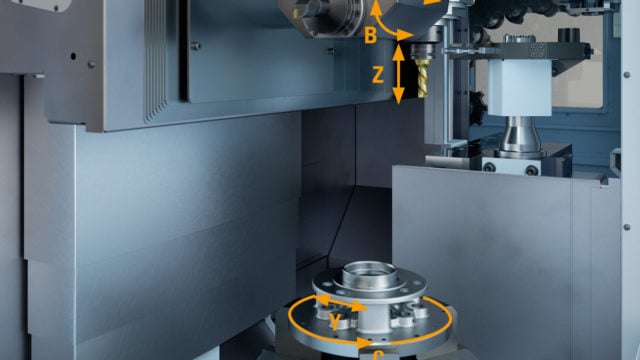
At the same time, high-performance components guarantee the production of high quality parts: The direct distance measuring system in the X-axis and the size 45 recirculating roller guide rails ensure high precision, and the machine base made of Mineralit® polymer concrete reduces the vibrations experienced during the milling process (read more about this EMAG innovation here).“Another important aspect is that both headstocks can move autonomously and thus the diameter and length of both components can be adjusted independently of each other. This provides additional precision and flexibility, e.g., after a tool change,” explains Björn Svatek.
Holistic Solutions are Possible
There is still the question of advanced manufacturing line solutions that go beyond individual machines. How is the linking of machines achieved? “We rely on our successful TrackMotion automation system for this,” says Svatek (refer to info box). “It can be used to integrate this technology at any time, in multi-technology manufacturing solutions that also require gear-cutting and deburring machines for the production of a gearwheel.” It is also possible to simply link two identical VL 1 TWINs. OP 10 / OP 10 and OP 20 / OP 20 are then performed immediately one after the other—this is performed simultaneously on two components. With this set up, cycle times of less than 10 seconds for the entire sequence can be achieved (machining time of less than 20 seconds with two working spindles), which very low and ensures significantly lower unit costs when soft machining planetary gears.
Diverse Application Areas
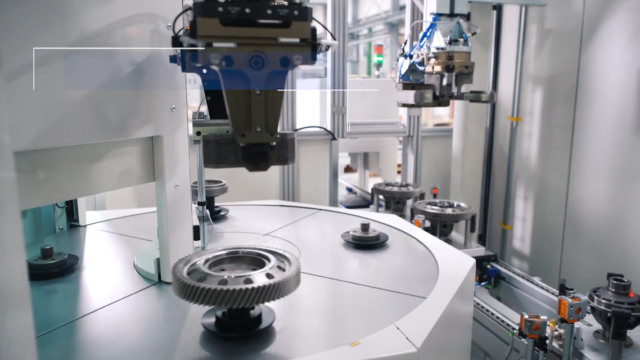
Overall, the VL1 TWIN is used in a number of application areas: planetary and sun gears, roller bearing rings, flanges, sleeves or cams can be manufactured with shorter cycle times and higher precision. “In addition to this, there’s also the extremely fair price and the small footprint. The combination of these factors ensures the demand for lower unit costs is met,” concludes Svatek.
MTDCNC’s Tony Gunn finds himself with Logan Bartkovich from EMAG discussing the merits of the EMAG…

EMAG Laser Cell – Production laser cells are becoming very popular for automotive suppliers because of…
EMAG Machines are the 'go to' company for Induction Hardening technology. They have the advantage of…

The VL1 Twin is EMAG's youngest product and is a standard modular machine. These machines are…
The HLC 150H is the new horizontal gear hobbing machine from EMAG Machines. EMAG went to…

Productivity and digitization in automotive production—these are leading topics of the EMAG Group’s presence at this…

Due to process innovations, unit costs in the automotive industry fell by around 4 percent in 2016…
The VMC 450-5 MT turning/milling center from EMAG ensures radically short, and unusually flexible, processes in…
Productivity and digitization in automotive production—these are leading topics of the EMAG Group’s presence at this…

In the next few years, hardly any aspect of automotive design will change as radically as…


Be first to see all the updates from MTDCNC
Our newsletters frequency varies dependant on content
All the latest deals from the industry feature on our newsletters